
Welding machines for the automotive industry
ASPA Product Catalog
- Products
- »
- Specialized welding machines
- »
- Automotive industry
The strict and high-precision requirements that automobile manufacturers place on subcontractors supplying welded body assemblies and equipment, drive the need for specialized equipment to produce such components. The goal, therefore, is to obtain the quality of welds and the required precision in the positioning of components in relation to each other so as to ensure the reliability and durability of the entire assembly, in accordance with the stringent requirements of automotive standards. Accomplishment of this task under conditions of mass production and a situation where – in parallel with the requirement for high quality – emphasis is placed on constant cost reduction, entails the need for appropriate technological solutions.
Manufacturers of welded parts achieve excellent quality while reducing costs by using universal welding machines with specialized tooling, specialized welding machines, as well as robotic stations.
The main advantage of universal devices is that they can be quickly adapted to work with many types of welding instruments, ensuring reproducible, high-quality connections and safe operation. Such welding machines – in addition to a suitable welding transformer and electrode clamping mechanism with a compressed air preparation unit – have extensive control and safety systems.
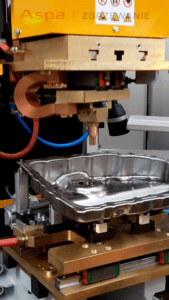


Examples of projects for the automotive industry
The control system directs the individual functions of highly specialized subassemblies of the machine. The entire control system is supervised by a PLC. In accordance with the principle of simplifying operation, these machines use an extensive self-control system and simple, intuitive interfaces. The controllers responsible for the flow of welding current, its magnitude, shape and flow time can work in a common network, cooperate with proportional valves and allow archiving of production data. The type of master PLC is selected according to the number of actuators in the welding machine and its instrumentation. Similarly, the operator panel used for user communication with the PLC is selected. In order to make the operation of the welding machine safe for the operators and the environment, both the welding units and the instrumentation are shielded by metal nets and plastic covers, and during the process access to the welding zone is protected by a special optical barrier.
An example of a universal welding machine with tooling is the hump welder ZGm-250, made at ASPA, which is adapted for use with various instruments for welding passenger car seat components. The largest of the jigs designed and made at ASPA to date was about 2,200 mm wide. Made of alloy copper, the bodies of the instruments are water-cooled. Fixed or movable basing elements are attached to these bodies to hold the desired position of the workpieces, as well as pneumatic or manual clamps. The clamps prevent the welded workpieces from moving relative to each other. Depending on the customer’s needs and requirements, manual or pneumatic ejectors of welded workpieces are placed in the devices, as well as sensors signaling the presence and correctness of attachment of welded workpieces to the device. In the event of any irregularities, these sensors prevent the welding machine from starting. This not only minimizes operator errors, but also minimizes the number of defective parts. In order to facilitate the exchange of instruments in the welding machine, various solutions are used to facilitate the positioning and attachment of the instrument on the welding machine. After the instruments are mechanically fixed, the quick connectors of the air and water cooling system and the control plug are connected to the socket on the instrument, it is automatically identified by the welding machine and the appropriate welding parameters are selected.
Links to videos of our projects for the automotive industry









